
TUBING FABRICATION PROCEDURES
- May 11, 2017
- 3 min read
Welded Tubing:
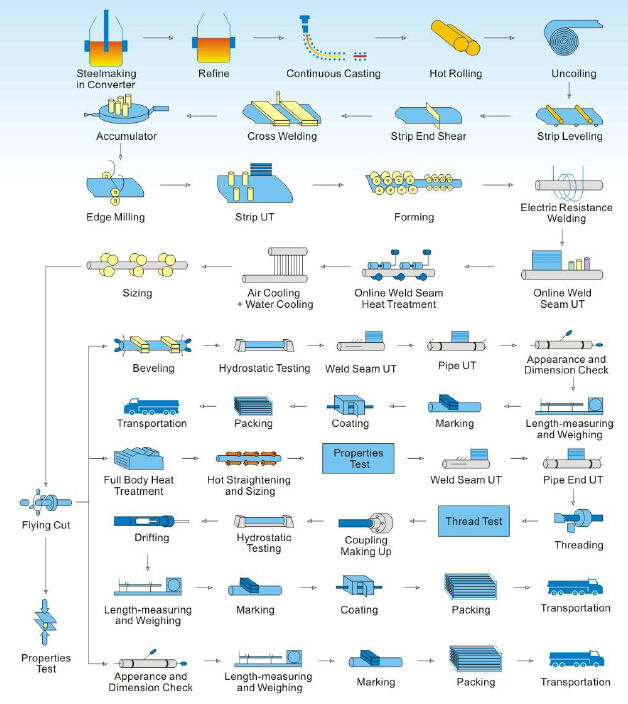
These stainless steel tubes start at the melting operation where special requirements on the alloy are placed to facilitate welding. The strip from which the stainless tube is made may be supplied to the manufacturer as either a hot or cold rolled coil. Cold rolled strip tubing has the advantage of extremely close tolerances, smooth surface finish and great mechanical properties. These coils are slit into precise widths and then, put through a sequence of procedures, which will yield a close tolerance steel tube. These procedures are:
Forming, A procedure including the use of an entry guide, breakdown rolls, fin rolls, closure rolls.
Welding, A procedure that uses rolls to close the seam, rolls to squeeze during the weld, and rolls to restrain the solidifying weld to prevent tearing. Weld bead conditioning, may be either types. Weld rolldown, usually for thicker wall tubes, and weld forging for thinner wall tubes.
Sizing, This procedure reduces the oversized tube to the proper diameter of the tubings roundness, and straightness. The cutoff, which uses two types of processes to establish the final length, First ; abrasive cutting, which is the most popular since it does not require a die change with each size of tubing. Second; shear cutting which generally requires a die to contain the tube to prevent deformation during the operation.
Seamless Tubing:
These steel tubes are made by piercing, extrusion, and gun drilling of a metal bar. Piercing is a controlled tearing of a hole in a hot metal bar then ironing the sides to produce a smooth walled seamless tube. Piercing is not a reasonable method for alloy tubing above 12% Cr. Extrusion is simply changing a billet or bar of metal into a tube by pushing it through the die over a mandrel; since extrusion is not limited by alloy content, it is commonly used to produce high alloy tube hollows. Prior to extrusion billets are soaked at extreme temperatures above 1100°C (2000°F), glass is added to the ID and the billet rolled in a glass blanket and pushed into the extrusion container. The ram with an attached mandrel is pushed into the billet and the extrusion begins, then, the tube hollow is quenched in water to break the glass off the surface. Extruded tubes have several problems, namely high eccentricity and surface imperfections on both the ID and OD. Gun drilling produces the best quality steel tube hollow, of both dimensionally and the freedom from surface flaws. The gun drilling process starts with a rotating round bar or billet that is then fed over a stationary straight flute drill, chips are flushed out of the cavity, and by using intermediate inspection for concentricity it is possible to maintain the straightness of the overall hole.

Occasionally it is required to cold reduce the tube hollow for dimensional or metallurgical reasons. Two methods are used:
Cold Drawing - This process is a tensile operation in which the steel tube is pulled through a die to reduce its diameter or to change the tube shape. There are three types of drawings: sinking (where the steel tube is pulled through a die without a mandrel), mandrel or bar drawing (uses a solid bar as a mandrel), and plug drawing (where the tube is pulled over a plug inserted into the die) the most accurate of the three.
Cold Pilgering - The compressive method for simultaneously reducing the OD, ID the tubes, and the wall thickness of tubing. It uses two opposite dies into whose faces are cut a tapered groove, half in each die. The dies rotate either 180° (more ductile alloys) or 360° (less ductile alloys) depending on the type of tool. Because it uses compression to shape the tube, very high reductions are possible in this procedure, up to 90%, although the normal reductions are in the range of 65%.


















Comments